☞ 这是金属加工(mw1950pub)发布的第15643篇文章
小编今天分享一组PPT,一次帮你搞定螺栓基本拧紧技术,图文详解哦~






























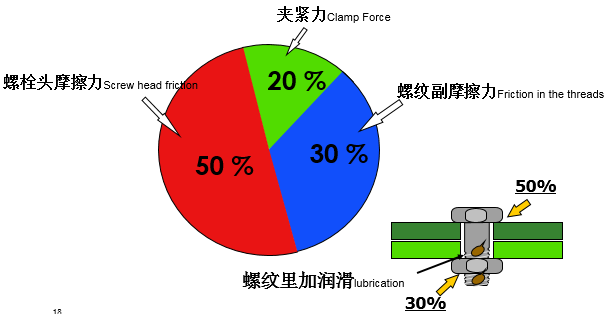
拧紧一颗螺栓,需要施加一定扭矩旋转一定角度后才可以完成,这部分的扭矩+角度所做功最终转为三个部分:
1,螺栓头下摩擦力消耗
2,螺纹副摩擦力消耗
3,产生预紧力
• Fm= T/ (0.16P + (μg * 0.58 * d2) + ((Dkm/2) * μk))
P = 螺距pitch of thread
μg = 螺纹副摩擦系数friction value in thread
d2 = 螺栓直径diameter bolt
Dkm = 螺栓头表面尺寸 size of surface bolt (nut)-head
Dkm = (dw + dh)/2
μk = 螺栓头表面摩擦系数fricition value surface bolt-head
一般而言,这三者的比例在10%,40%以及50%,这部分能量的消耗很容易直观的体会到:10%的夹紧力做功体现在螺栓的被拉伸,40%和50%体现了螺纹副以及螺栓头下拧紧后摩擦力导致的发热。

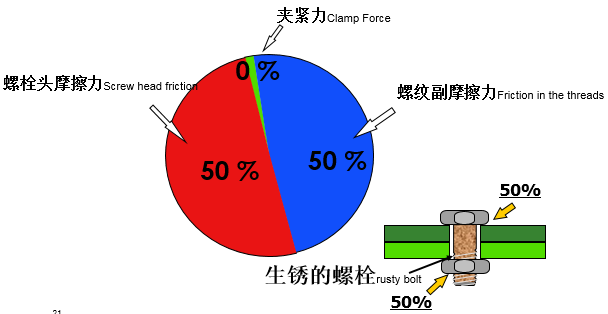
螺栓的初始设计是按照如上图的比例来分配三者关系的,如果实际的过程中改变了三者的比例关系,会出现扭矩“合格”,夹紧力不合格的情况。
此时螺纹副摩擦系数降低,摩擦力矩变小,施加的扭矩“转移”给夹紧力,后果有可能是:螺栓拉断或者工件变形。
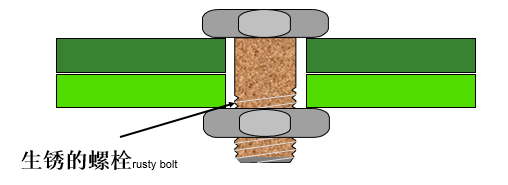
此时螺纹副摩擦系数增加,有可能扭矩合格后夹紧力不足。
涂层材料改变,涂层厚度变化,螺栓/螺钉公差,与螺帽旋转接触面摩擦系数,工具转速,垫片增加/减少等。
螺栓拧紧是装配环节的重要环节,螺栓/螺母在产品寿命周期内必须稳定连接,否则有可能造成严重的质量事故,因为螺栓/螺母失效而导致的安全事故时有发生。
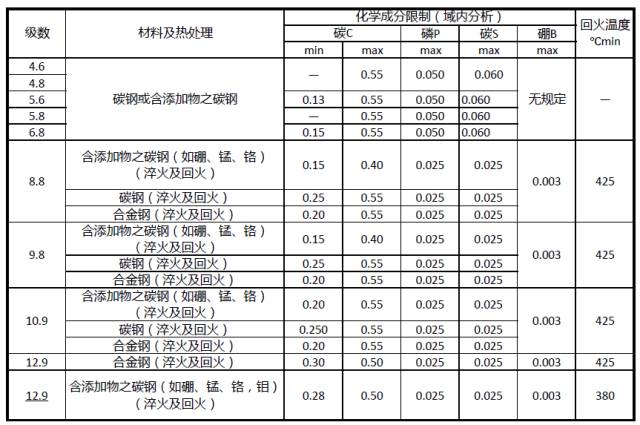
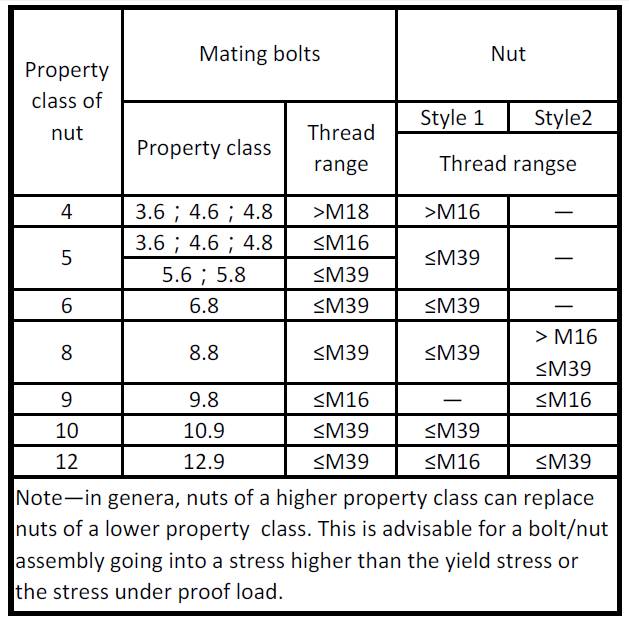
螺栓常见强度等级如下,如果螺栓制造商供应的螺栓不能满足对应的强度要求,螺栓连接的安全性也无法得到保障。
按照ISO898要求,与螺栓配合的螺纹副/螺母强度要与螺栓本身强度相匹配,比如螺栓强度为10.9的螺栓,应采用强度为10的螺母。
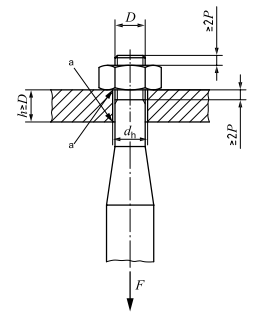
同样根据ISO898要求,螺母或者有效螺纹连接高度一般大于公称直径D的0.8以上,比如M10的螺栓与之匹配的螺母高度不得低于8mm。
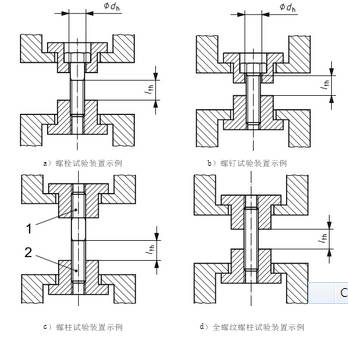
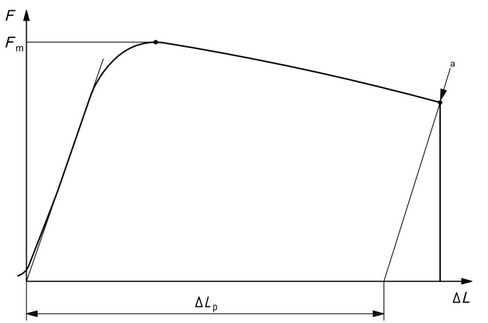
螺栓/螺母机械强度的测试方法很多,比较权威的方法是依据ISO898-1以及ISO898-2,对于螺栓的机械抗拉强度测试方法如下:固定螺栓两端,通过万能材料试验机产生轴向拉力,通过轴向拉力/轴向拉伸量获得螺栓的机械性能指标。
4.15s后手动可以将螺纹旋出,则表示螺母/螺纹副强度合格。
滑牙、疲劳失效、涂层失效、螺纹副脱落、电化学腐蚀、拉断、剪断和过度衰减等。
声明:本文所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容!